Nissan Murano: Sheet Metal Work / Shrinking the Sheet Metal
Plastic deformation may cause reduced panel thickness and the panel may stretch. Even when it is repaired using a hammer and dolly, the panel tends to bulge, losing its original shape.
In such cases, it must be shrunk to its original shape. This is called shrinking the sheet metal.
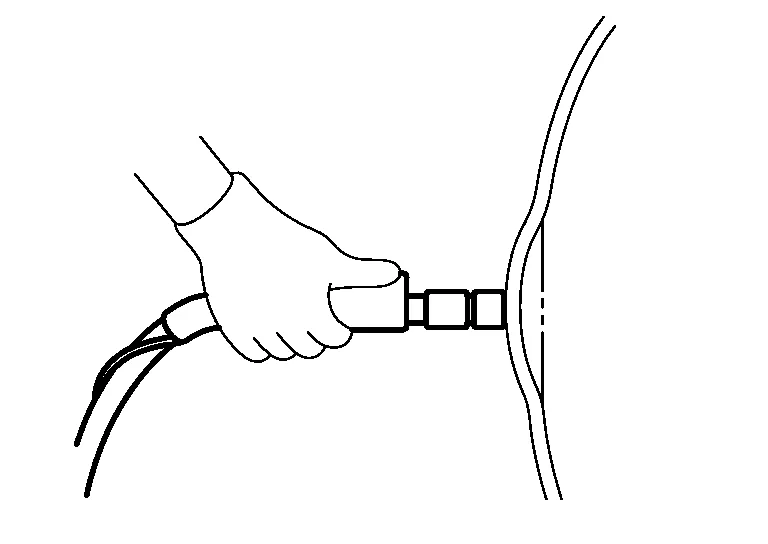
(1) ELECTRIC WELDING MACHINE
The body panel is connected to the negative power supply terminal and the tip is connected to the positive terminal. Then, an electric current is supplied to heat the panel. The shrinking principle is the same as that of gas welding. This method features no hammering and greater workability than gas welding and is suitable for repairing local panel deformations.
(2) CARBON ROD
The panel is connected to the negative power supply terminal and a carbon rod is connected to the positive terminal. The panel is heated so that heat is conducted from the outside to the center of the dent. Wet rags are then applied to cool it quickly, thus shrinking the panel.
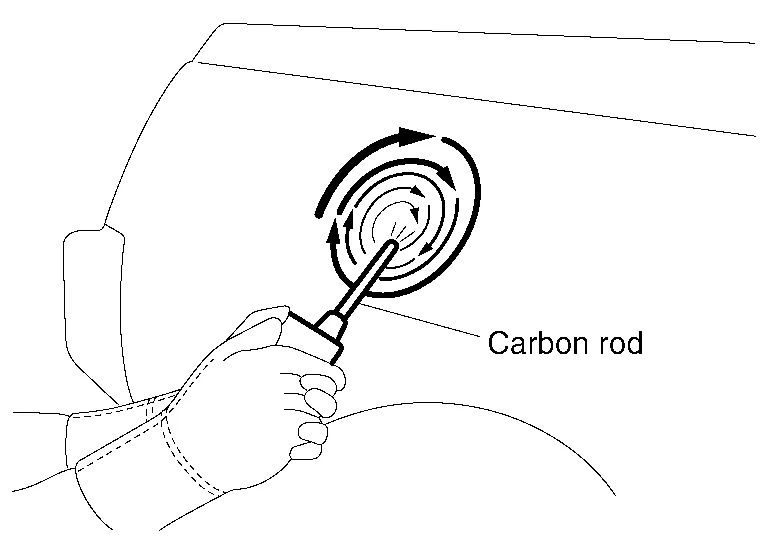
This method is suitable for repairing wide, shallow panel deformations.
(3) GAS WELDING (OXY-ACETYLENE TORCH)
(a) Heating and expansion
As the sheet metal is heated with a gas welding torch, it stretches.
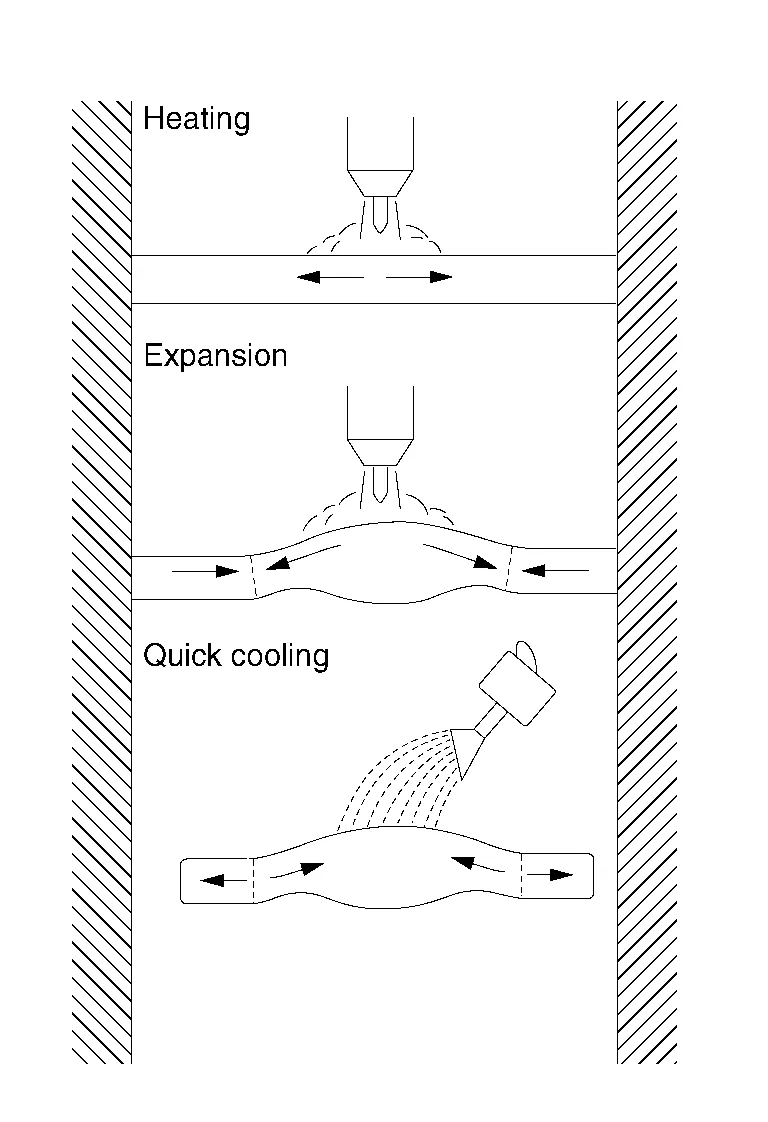
However, stretching is restricted in the unheated surrounding portion. As a result, the heated portion bulges.
(b) Sudden cooling
When the bulge is cooled suddenly, it shrinks.
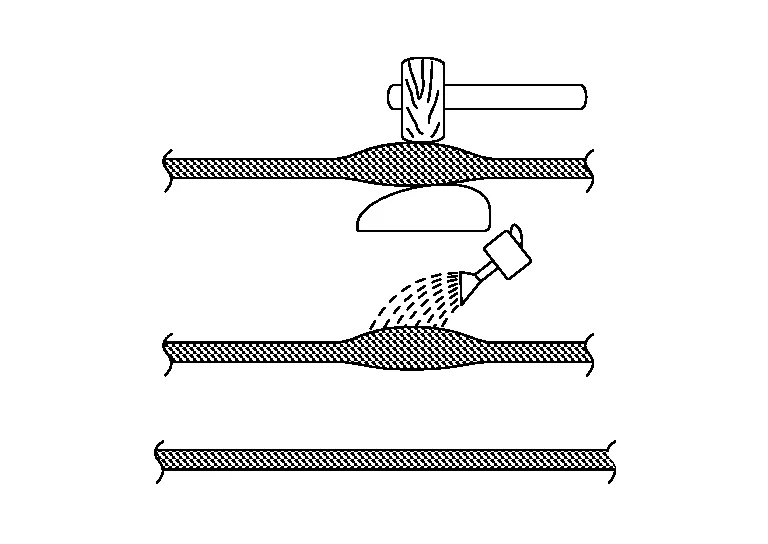
This shrinking is accelerated by tapping with a wooden hammer.
(4) HAMMER AND DOLLY
A shrinking hammer and shrinking dolly are used by the hammer-on-dolly method. Many tiny dents are formed on the panel surface. This method is suitable for shrinking comparatively small areas of panel deformation.
-
Use a carburizing flame when shrinking sheet metal with a gas welding torch.
-
Hold the torch at a right angle to the center of the sheet metal.
-
Maintain a distance of 3 mm - 5 mm (0.12 in - 0.20 in) between the inner core and sheet metal.
-
Heat the sheet metal to approximately 800°C (1,472°F) (until the heated portion turns red). Increase the temperature if sheet metal stretching is insufficient.
-
Locate the stretched portion of the panel.
Press the surface being repaired in several places.
The point where the largest elastic dent is formed is the center, where the stretch is the maximum. The highest portion of the panel being repaired can also be considered the most stretched portion.
-
The area heated with a welding torch must be approximately 3 mm - 5 mm (0.12 in - 0.20 in) in diameter if the panel shape is complex, and approximately 6 mm - 15 mm (0.24 in - 0.59 in) in diameter if it is flat.
-
Small stretch
-
Apply a dolly to the back of the heated panel. Tap the panel with a wooden hammer using the hammer-ondolly method in the sequence shown in the figure.
(A) and (B) → 1 - 8 (C) → 9 -
Excessive stretch
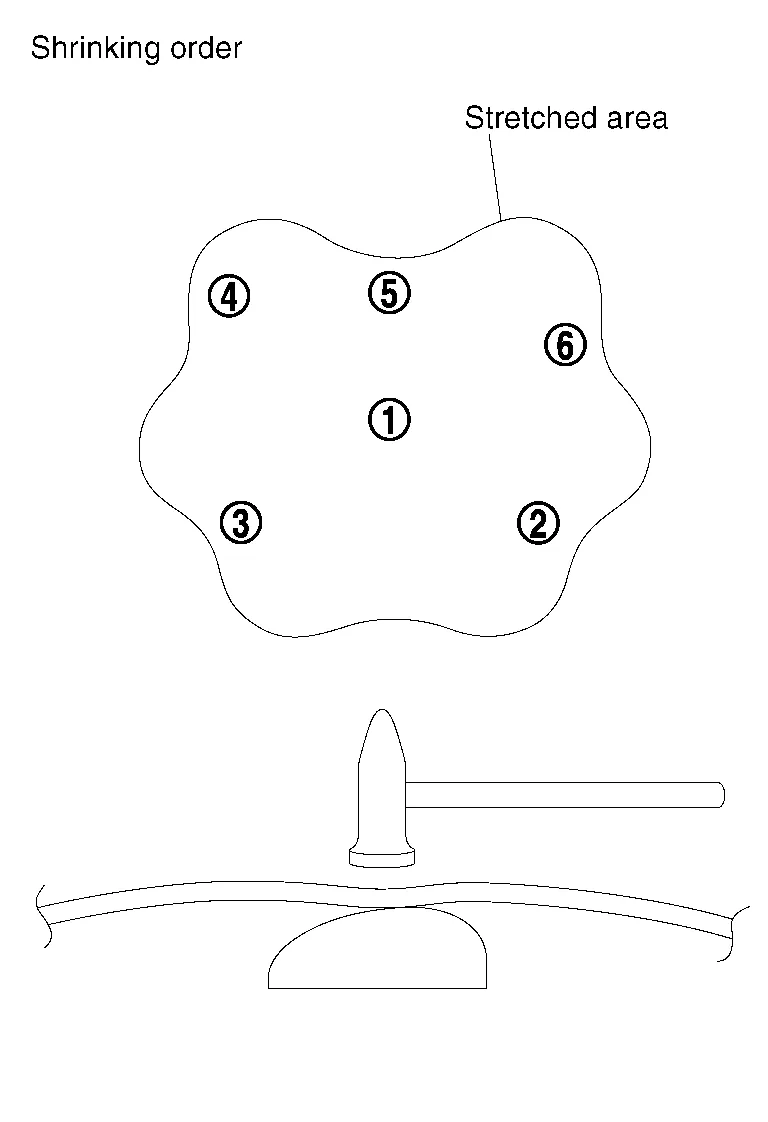
Shrink the panel, starting with the most stretched portion, and proceed toward the edge of the dent so that the dent surface is lower than the original surface.
Using a gas welding torch makes the panel concave.
To correct this, strike the concave portion using the hammer-on-dolly method to stretch the panel bit by bit until the original surface is restored.
-
Apply wet cloths to the shrunken portion of the panel to cool it quickly.
 Sheet Metal Work Tools
Sheet Metal Work Tools
Sheet Metal Work Tools
This section explains various tools used in body repair work.
Hammers
A hammer is used to correct dents, projections or other deformations...
 Correcting a Deformed Exterior Body Panel
Correcting a Deformed Exterior Body Panel
Determining Panel Damage
CAUTION:
This repair method should not be used on rails and reinforcements.
Panel damage must be examined carefully to select the most suitable repair method...
Other information:
Nissan Murano (Z52) 2015-2024 Service Manual: B132a External Usb
DTC Description DTC DETECTION LOGIC DTC No. CONSULT screen terms (Trouble diagnosis content) DTC detection condition B132A–13 External USB (USB) [OPEN] Diagnosis condition When ignition switch is ON. Signal (terminal) — Threshold – Diagnosis delay time 30 seconds or more B132A–01 [–] Diagnosis condition When ignition switch is ON...
Nissan Murano (Z52) 2015-2024 Service Manual: Mirrors :: Precaution. Precautions
Precaution for Supplemental Restraint System (SRS) "AIR BAG" and "SEAT BELT PRE-TENSIONER" The Supplemental Restraint System such as “AIR BAG” and “SEAT BELT PRE-TENSIONER”, used along with a front seat belt, helps to reduce the risk or severity of injury to the driver and front passenger for certain types of collisions...
Categories
- Manuals Home
- Nissan Murano Owners Manual
- Nissan Murano Service Manual
- Turning the AEB system on/off
- Vehicle Dynamic Control (VDC) OFF switch
- Warning lights
- New on site
- Most important about car
Seatback pockets
Theremaybe one or two seatback pockets located on the back of the driver and passenger seats. The pockets can be used to store maps.
WARNING