Nissan Murano: Precaution / Repairing High Strength Steel
High strength steel is used for body panels in order to reduce vehicle weight.
Accordingly, precautions in repairing automotive bodies made of high strength steel are described below:
| Tensile strength | Major applicable parts |
|---|---|
| 370 - 590 MPa |
|
| 780 - 1350 MPa |
|
Read the following precautions when repairing HSS:
-
Additional points to consider:
-
The repair of reinforcements (such as side members) by heating is not recommended since it may weaken the component. When heating is unavoidable, do not heat HSS parts above 550°C (1,022°F).
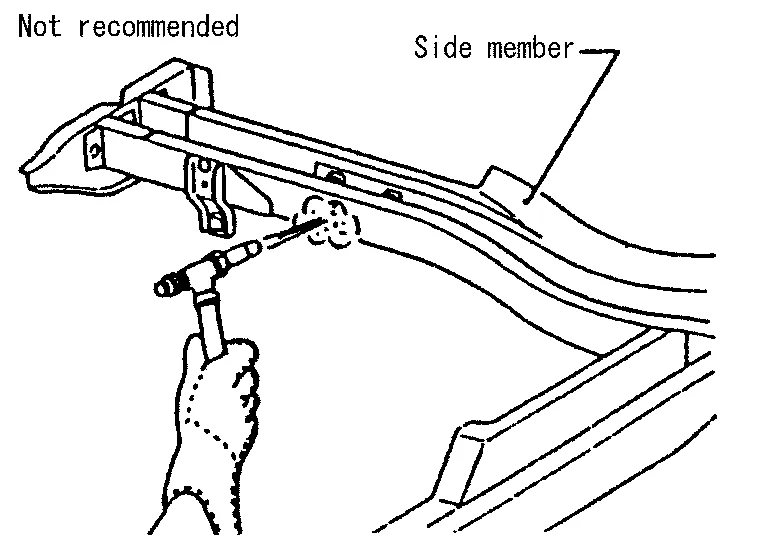
Verify heating temperature with a thermometer.
(Crayon-type and other similar type thermometers are appropriate.)
-
When straightening body panels, use caution in pulling any HSS panel. Because HSS is very strong, pulling may cause deformation in adjacent portions of the body. In this case, increase the number of measuring points and carefully pull the HSS panel.

-
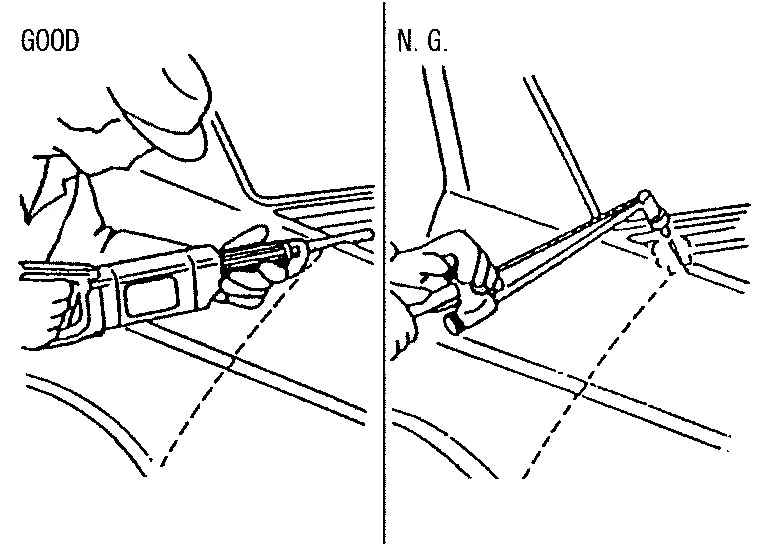
When cutting HSS panels, avoid gas (torch) cutting if possible. Instead, use a saw to avoid weakening surrounding areas due to heat. If gas (torch) cutting is unavoidable, allow a minimum margin of 50 mm (1.97 in).
-
When welding HSS panels, use spot welding whenever possible in order to minimize weakening surrounding areas due to heat.
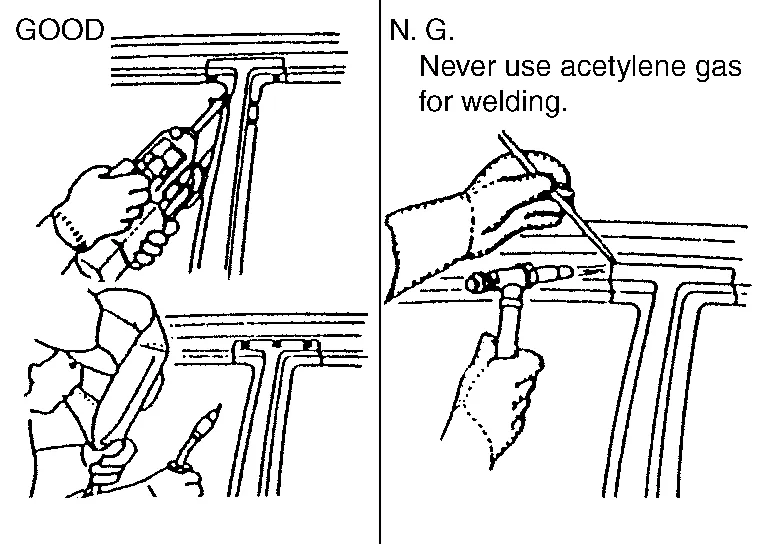
If spot welding is impossible, use MAG welding. Do not use gas (torch) for welding because it is inferior in welding strength.
-
The spot weld on HSS panels is harder than that of an ordinary steel panel.

Therefore, when cutting spot welds on a HSS panel, use a low speed high torque drill (1,000 to 1,200 rpm) to increase drill bit durability and facilitate the operation.
-
-
Precautions in spot welding HSS

This work should be performed under standard working conditions. Always note the following when spot welding HSS:
-
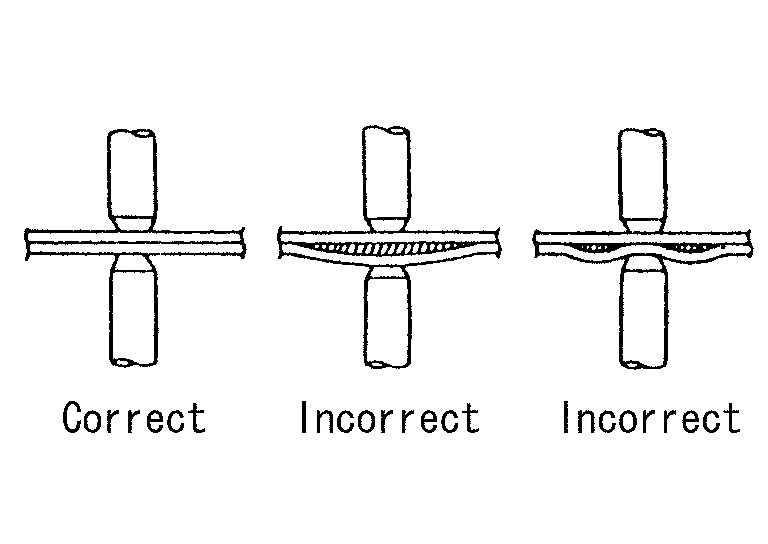
The electrode tip diameter must be sized properly according to the metal thickness.
-
The panel surfaces must fit flush to each other, leaving no gaps.
-
Follow the specifications for the proper welding pitch.
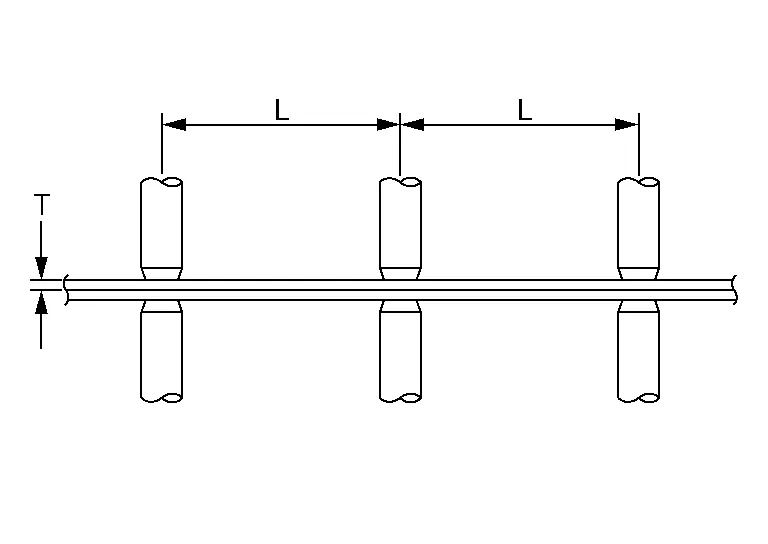
Unit: mm (in)
Thickness (T) Minimum pitch (L) 0.6 (0.024)
0.8 (0.031)
1.0 (0.039)
1.2 (0.047)
1.6 (0.063)
1.8 (0.071)10 (0.39) or over
12 (0.47) or over
18 (0.71) or over
20 (0.79) or over
27 (1.06) or over
31 (1.22) or over
-
PROHIBITION OF CUT AND CONNECTION
Do not cut and join the lower lock pillar reinforcement (center pillar reinforcement inside frame parts) because its material is high strength steel plate (ultra high strength steel plate).
The center pillar reinforcement must be replaced if this part is damaged.
SPOT WELDING
Spot welding is limited to ultra high strength steel of (tensile strength: 980 MPa) according to the welding conditions listed below.
CAUTION:
-
If the below welding conditions cannot be met, then perform plug welding.
-
Never spot weld ultra high strength steel of tensile strength more than 980 MPa. For this type of ultra high strength steel, perform plug welding.
-
The below welding condition is applicable only to this Nissan Murano vehicle. Never apply these same conditions to other vehicles.
| Welder tip diameter | 6 MM | |
| Welding pressure (Gun force) | 4150 N | |
| Welding current | 7900 A | |
| Weld time* |
.24 sec (12 cyc: 50 Hz) .23 sec (14 cyc: 60 Hz) |
|
| Panel configuration | Combination of a plate of tensile strength of 980 MPa and that of tensile strength less than 980 MPa. (Up to 3 plates) | |
|
* Select weld time based on the frequency (Hz) of the electrical power supplied in your area. |
||
PLUG WELDING
To weld ultra high strength steel of tensile strength 980 MPa or more, perform plug welding observing the welding hole diameter described in the manual.
CAUTION:
-
To perform plug welding, use fuel mixture (Ar 80% + CO2 20%) for shielding gas of welder.
-
Never use carbon dioxide gas (CO2 100%) as shielding gas of welder. Using CO2 100% gas results in inadequate weld strength.
-
When welding hole diameter cannot be met, make multiple holes (smaller diameter) so that the sum of the holes areas equals the area of the original weld hole.
 Handling Precautions for Plastics
Handling Precautions for Plastics
Precautions For Plastics
Abbreviation Material name Heat resisting temperature °C (°F)
Resistance to gasoline and
solvents Other cautions
PE
Polyethylene
60 (140)
Gasoline and most solvents are harmless if applied for a very short time (wipe out quickly)...
 Preparation
Preparation
..
Other information:
Nissan Murano (Z52) 2015-2024 Service Manual: P219a Air Fuel Ratio
DTC Description DTC DETECTION LOGIC DTC CONSULT screen terms (Trouble diagnosis content) DTC detection condition P219A AIR FUEL RATIO IMBALANCE B1 (Air-fuel ratio imbalance bank 1) Diagnosis condition — Signal (terminal) — Threshold ECM detects a lean/rich air fuel ratio state in any cylinder for a specified length of time Diagnosis delay time — P219B AIR FUEL RATIO IMBALANCE B2 (Air-fuel ratio imbalance bank 2) Diagnosis condition — Signal (terminal) — Threshold ECM detects a lean/rich air fuel ratio state in any cylinder for a specified length of time Diagnosis delay time — POSSIBLE CAUSEDTC P219A Fuel injector Exhaust gas leaks Incorrect fuel pressure Mass air flow sensor Intake air leaks Lack of fuel Incorrect PCV hose connection Improper spark plug Insufficient compression The fuel injector circuit is open or shorted Ignition coil The ignition signal circuit is open or shorted DTC P219B Fuel injector Exhaust gas leaks Incorrect fuel pressure Mass air flow sensor Intake air leaks Lack of fuel Incorrect PCV hose connection Improper spark plug Insufficient compression The fuel injector circuit is open or shorted Ignition coil The ignition signal circuit is open or shorted FAIL-SAFENot applicable DTC Confirmation Procedure CHECK DTC PRIORITY If DTC P219A or P219B is displayed with other DTC, first perform the trouble diagnosis for the other DTC...
Nissan Murano (Z52) 2015-2024 Service Manual: Bcm
Removal and Installation CAUTION: Before replacing the BCM, perform “READ CONFIGURATION” to save or print current Nissan Murano vehicle specification. Refer to Description. When replacing the BCM, a new BCM must be used. The functions controlled by the BCM do not operate properly if a BCM from another Nissan Murano vehicle is used...
Categories
- Manuals Home
- Nissan Murano Owners Manual
- Nissan Murano Service Manual
- Indicator lights
- Passenger compartment
- How to enable/disable the LDW system
- New on site
- Most important about car
Fuel gauge
The gauge indicates the approximate fuel level in the tank.
The gauge may move slightly during braking, turning, acceleration, or going up or down hills.
The gauge needle returns to 0 (Empty) after the ignition switch is placed in the OFF position.